Linee di assemblaggio dei pacchi batteria: Una guida pratica per il cuore di precisione che guida il futuro
- Email: [email protected]
- WeChat (Coco): +86 199 2517 6745
1. Che cos'è una linea di assemblaggio di pacchi batteria?
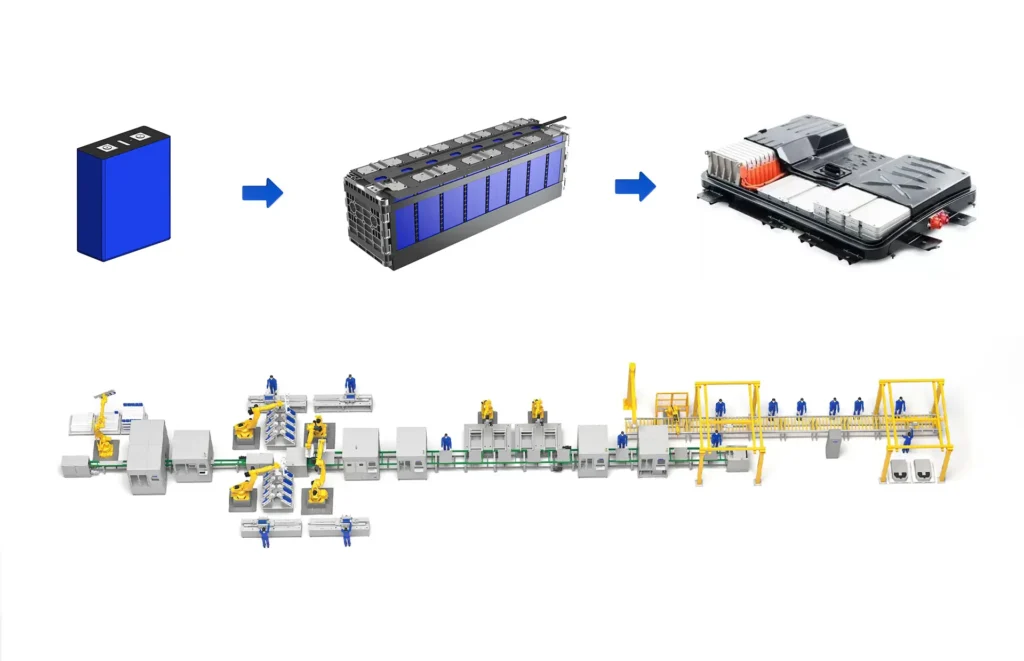
Una linea di assemblaggio di batterie, comunemente chiamata linea PACK, prende celle agli ioni di litio schermate e, attraverso una serie di processi automatizzati e semi-automatizzati, assembla prima moduli di celle standardizzati e poi combina più moduli con il sistema di gestione della batteria (BMS), la gestione termica e l'alloggiamento strutturale per formare un pacco batterie completo. L'obiettivo principale è quello di ottenere un'elevata sicurezza con un'alta efficienza e un'elevata coerenza del prodotto nella produzione di grandi volumi. Una linea all'avanguardia funge da ponte tra la tecnologia avanzata delle celle e l'affidabilità dei prodotti finali, influenzando direttamente la densità energetica del pacco, la durata del ciclo e la sicurezza.


2. Come funziona: Un viaggio preciso da una singola cellula a un sistema integrato
Fase 1: Preparazione e convalida delle cellule (alimentazione delle cellule → test OCV)
Il processo inizia con l'alimentazione delle celle. In genere, un pallet di celle viene spostato alla stazione di alimentazione da un AGV (Automated Guided Vehicle) o da un carrello elevatore. Un robot a sei assi utilizza un sistema di visione per individuare con precisione le celle, prelevarle e posizionarle sul nastro trasportatore. Ogni cella viene quindi sottoposta a rigorosi test di tensione a circuito aperto (OCV) e di resistenza interna (IR). Questa fase è fondamentale per selezionare le celle con tensione e resistenza altamente coerenti per l'assemblaggio dei moduli, garantendo l'uniformità del pacchetto finale. Le celle che non superano il test vengono automaticamente scartate e sostituite con unità qualificate.
Fase 2: Assemblaggio del nucleo del modulo (applicazione dell'adesivo per celle → test EOL del modulo)
In questa fase si costruisce l'unità fondamentale del pacchetto.
- Applicazione e impilamento dell'adesivo: Per fissare le celle e migliorare la dissipazione del calore, i robot applicano un adesivo strutturale o termico sulle facce delle celle. Le celle vengono impilate in serie o in parallelo secondo il progetto. Dopo l'impilamento, vengono aggiunte le piastre terminali e laterali e il fascio viene stretto con cinghie o crimpatura per formare una struttura meccanica stabile.
- Collegamenti elettrici e test: Prima della saldatura, le linguette delle celle vengono pulite (ad esempio, pulizia al plasma) per garantire la qualità della saldatura. Quindi, utilizzando la saldatura laser, la tecnologia principale, le sbarre sono saldate saldamente alle linguette delle celle per realizzare le connessioni elettriche tra le celle. La saldatura laser concentra l'energia in una piccola zona colpita dal calore, producendo saldature forti e a bassa resistenza. Dopo la saldatura, il modulo viene sottoposto al primo test completo offline (Module EOL Testing), che comprende controlli sulla qualità delle saldature, controlli sulla tensione e sulla resistenza del modulo, test di resistenza all'isolamento e altro ancora, per garantire che ogni modulo sia un prodotto semilavorato qualificato.
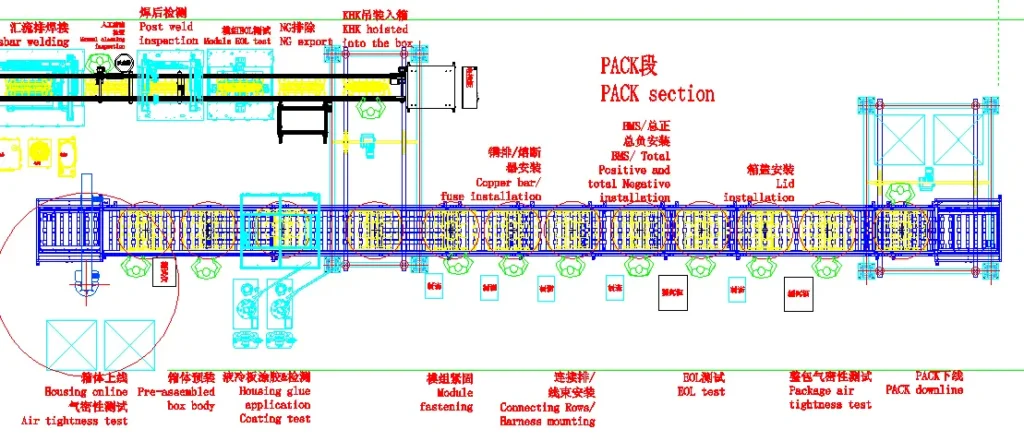
Fase 3: integrazione del sistema (modulo fuori linea → applicazione adesiva della piastra di raffreddamento a liquido)
Questa fase assembla i moduli qualificati in un pacco batterie completo.
- Preparazione della scatola e caricamento del modulo: L'alloggiamento del pacchetto viene messo in linea e le piastre di raffreddamento a liquido o altri componenti di gestione termica possono essere preinstallati. I moduli vengono sollevati o posizionati con precisione all'interno dell'alloggiamento.
- Assemblaggio finale e sigillatura: Gli operatori o i robot installano i connettori ad alta tensione, il cablaggio del sistema di gestione della batteria (BMS), le unità di disconnessione della batteria (BDU), ecc. Prima di chiudere il coperchio superiore, viene distribuito del sigillante sulla flangia dell'alloggiamento per preparare il test finale di tenuta all'aria.
Fase 4: Convalida completa e fine della linea (test PACK EOL → test di ermeticità del pacchetto completo → PACK Off-Line)
Si tratta della valutazione finale delle prestazioni da parte della fabbrica prima della spedizione.
- Test finale delle prestazioni: Il pacco batteria viene collegato a un'apparecchiatura di prova per eseguire cicli completi di carica e scarica (test di invecchiamento) per attivare le celle, calibrare il BMS SOC ed esaminare potenziali difetti. Vengono inoltre condotti test completi di sicurezza elettrica, come il test di resistenza all'isolamento.
- Test di tenuta all'aria: Una linea di sicurezza critica. Introducendo un gas di prova (ad esempio, elio) nel pacco e monitorando il decadimento della pressione, si verifica l'integrità della tenuta del pacco, garantendo il raggiungimento del grado di resistenza alla polvere e all'acqua IP67 o superiore.
- Fuori linea: Le confezioni che superano tutti i test ricevono un codice seriale univoco e i dati vengono caricati nel Manufacturing Execution System (MES) per la tracciabilità dell'intero ciclo di vita, quindi vengono messe offline per la spedizione.
3. Vantaggi operativi: Perché investire in una linea di assemblaggio avanzata?
- Qualità costante: Le apparecchiature automatizzate riducono al minimo le variazioni dovute alla manipolazione manuale. Dal preciso smistamento delle cellule all'applicazione uniforme dell'adesivo, fino alla saldatura laser ripetibile, ogni fase favorisce l'uniformità del prodotto. I test online (OCV, EOL, ermeticità) consentono di individuare i difetti prima della spedizione, in linea con le migliori pratiche del settore.
- Maggiore sicurezza: La linea integra molteplici verifiche di sicurezza. Il test di resistenza dell'isolamento previene le perdite, il test di ermeticità garantisce una tenuta affidabile in ambienti difficili e la convalida del BMS fornisce un monitoraggio e una protezione intelligenti durante l'uso.
- Produttività e scalabilità: Linee altamente automatizzate con AGV e robot consentono di operare 24 ore su 24, aumentando la capacità. I progetti flessibili consentono un rapido adattamento a diversi modelli di celle e confezioni, regolando le attrezzature e i programmi per soddisfare le esigenze del mercato in continua evoluzione.
- Tracciabilità e miglioramento basato sui dati: Una struttura portante MES registra i dati di produzione e i risultati dei test per ogni cella, modulo e confezione finale, consentendo la tracciabilità end-to-end e fornendo una solida base per l'ottimizzazione dei processi, l'analisi dei difetti e la manutenzione predittiva.
4. Prospettiva del settore: Le soluzioni personalizzate di Comwin per le linee di batterie prismatiche
Comwin offre soluzioni pratiche e personalizzate per le linee di assemblaggio di batterie prismatiche. Questo post evidenzia un approccio incentrato sulle capacità di progettazione della linea, sull'integrazione dei processi e sull'automazione, con particolare attenzione all'affidabilità, all'efficienza dei costi e alla produttività scalabile. Se avete domande o desiderate una soluzione personalizzata, contattateci.
- Cosa offriamo: Valutazione dei processi, progettazione delle linee, selezione delle apparecchiature, integrazione automatizzata e interoperabilità MES senza soluzione di continuità. Adattiamo i processi e i layout delle apparecchiature ai diversi modelli, alle capacità e alle esigenze di gestione termica per ottenere rendimenti più elevati e costi di produzione inferiori.
Per soluzioni su misura e dettagli sull'implementazione, si prega di contattare:
- Email: [email protected]
- WeChat (Coco): +86 199 2517 6745

