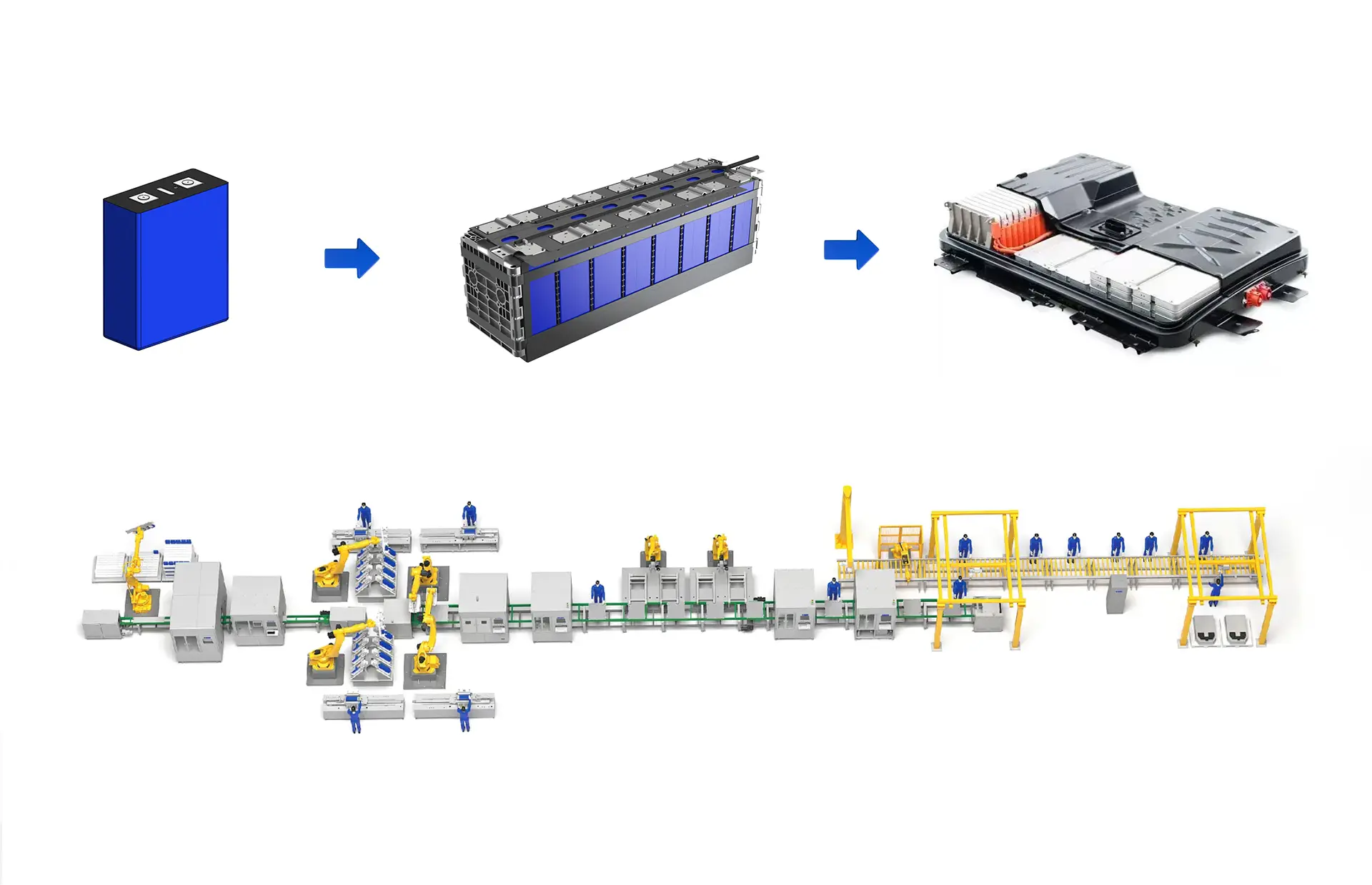
Módulos principais de uma linha de montagem de baterias para veículos eléctricos
Uma linha típica de montagem de baterias é composta principalmente por três módulos principais: Montagem do módulo, Integração do sistema (montagem PACK), e Teste final (EOL). O fluxo completo pode ser resumido da seguinte forma:
Pré-processamento e teste de células
Este é o ponto de partida para o controlo de qualidade. As células de bateria recebidas têm de ser submetidas a rigorosos “controlos de saúde”, incluindo testes de tensão de circuito aberto (OCV), testes de resistência interna e inspeção do aspeto para garantir a saúde básica. As células qualificadas são depois selecionadas e combinadas com precisão com base em parâmetros como a tensão, a capacidade e a resistência interna para garantir uma elevada consistência no desempenho dos módulos montados.
Montagem do módulo
Este é o passo que constrói a “unidade básica” do conjunto de baterias. As células ordenadas são agarradas com precisão por robôs e empilhadas de acordo com o design (por exemplo, retangular, favo de mel) antes de serem fixadas. O passo seguinte é a ligação eléctrica crítica, normalmente utilizando tecnologia de soldadura a laser para ligar firmemente as abas das células ao barramento (barra de cobre/alumínio). Este processo tem requisitos muito elevados em termos de qualidade de soldadura e controlo do calor. Após a montagem do módulo, são efectuados testes preliminares de isolamento e de tensão.
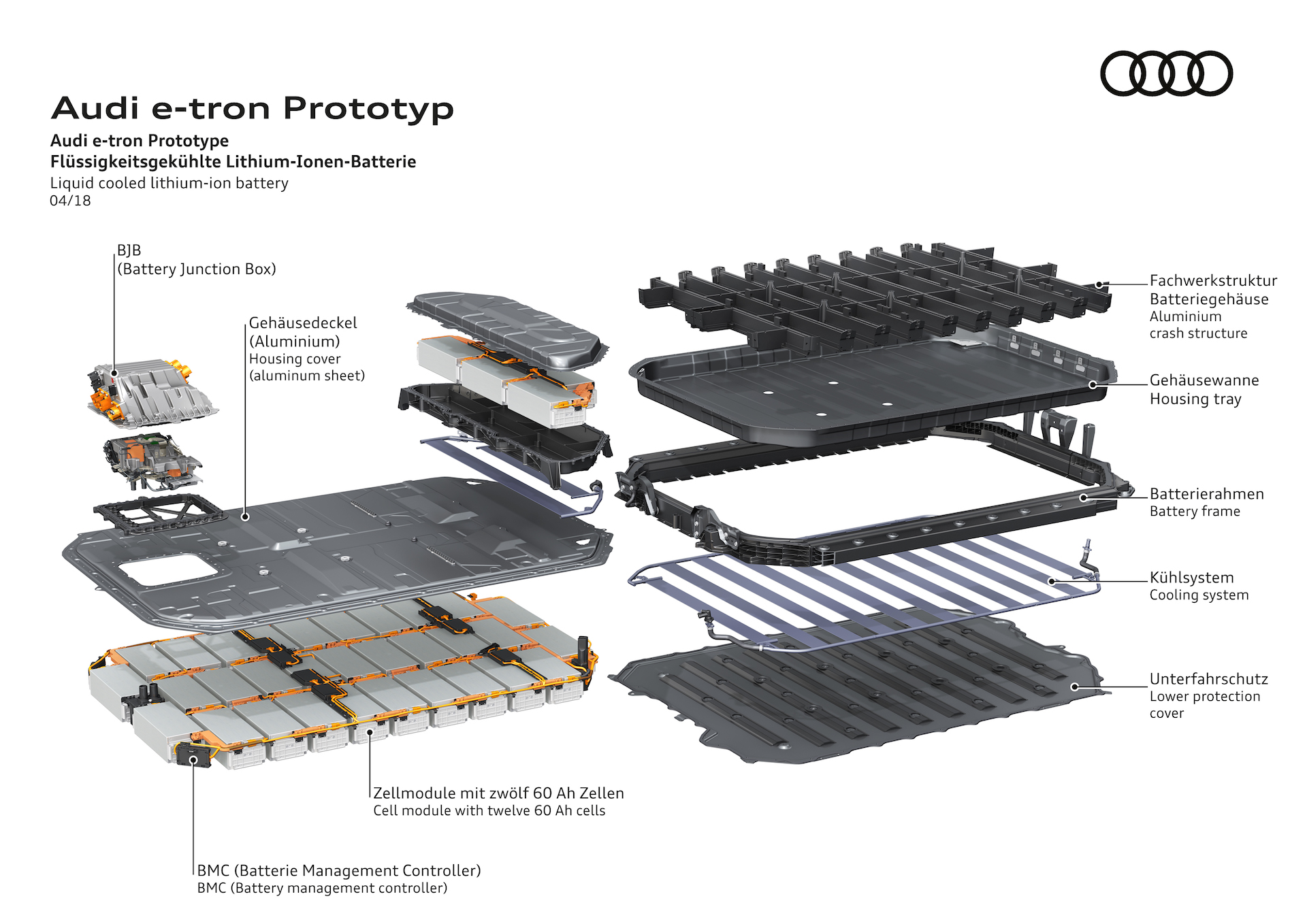
Integração PACK
Esta fase integra vários módulos num conjunto completo de baterias. Os principais processos incluem:
- Preparação da caixa: Limpeza da caixa inferior PACK e instalação da placa de refrigeração líquida, seguida de um teste de estanquidade.
- Inserção de módulos: Colocação dos módulos na caixa e sua fixação.
- Integração do sistema elétrico: Instalação de barramentos, fusíveis, sistema de gestão da bateria (BMS), cablagens de alta tensão e vários conectores de baixa tensão. O BMS funciona como o “cérebro” do conjunto de baterias, responsável pela monitorização e gestão do estado da bateria.
- Selagem e fecho: Depois de aplicar cola de vedação na tampa superior, esta é fechada e os parafusos são apertados. O processo de vedação determina diretamente o nível de proteção do conjunto de baterias (por exemplo, IP67).
Testes finais e off-line (EOL)
Este é o “ponto de controlo final” antes de o produto sair da fábrica. O conjunto de baterias tem de ser submetido a uma série de validações exaustivas:
- Teste de estanquidade ao ar: Verificar a integridade da vedação do invólucro da bateria para evitar fugas.
- Teste de desempenho elétrico: Incluindo ensaios de tensão de isolamento, ensaios de capacidade, ensaios de resistência interna, etc.
- Teste de função: Verificação da comunicação BMS, calibração do SOC e funções de proteção.
- Ensaio de envelhecimento: Simulação de ciclos de carga e descarga para ativar células, calibrar estados e detetar potenciais defeitos.
- Todos os dados de teste estão ligados ao código único do conjunto de baterias, permitindo a rastreabilidade da qualidade ao longo do seu ciclo de vida.
Logística de equipamento chave e de automatização
- Equipamento principal de processamento: Incluindo robôs de alimentação automática de células, equipamento de ensaio OCV, máquinas de limpeza a plasma, soldadores a laser (marcas como Comwin), sistemas de distribuição de cola, várias ferramentas de aperto e equipamento de ensaio EOL.
- Logística automatizada: As linhas de produção tradicionais adoptam dois métodos logísticos: Linha de corrente/tambor de alta velocidade + palete modo, em que as placas de ferramentas transportam o conjunto de baterias ao longo da linha; e AGV (Automated Guided Vehicle) + carrinho de montagem modo de produção, oferecendo maior flexibilidade. A linha de produção está normalmente profundamente integrada com um sistema de execução da produção (MES) para obter uma monitorização e rastreabilidade abrangentes dos dados.
Tendências da indústria e considerações de seleção
 Bateria-Célula para Embalar
Bateria-Célula para Embalar
Atualmente, a tecnologia das baterias de energia está a evoluir para direcções modulares e integradas, tais como CTP (Cell to Pack) e CTC (Célula para Chassis). Ao selecionar uma linha de montagem, as empresas têm de considerar exaustivamente os tipos de produtos (rectangulares, cilíndricos, bolsas), o planeamento da capacidade de produção, a fiabilidade do equipamento principal do processo (como a soldadura e os testes), a experiência industrial dos integradores e a escalabilidade e os custos de manutenção a longo prazo da linha de produção, equilibrando a previsão tecnológica, o investimento e a eficiência da produção.

