Líneas de montaje de baterías: Guía práctica para el corazón de precisión del futuro
- Correo electrónico: [email protected]
- WeChat (Coco): +86 199 2517 6745
1. ¿Qué es una cadena de montaje de baterías?
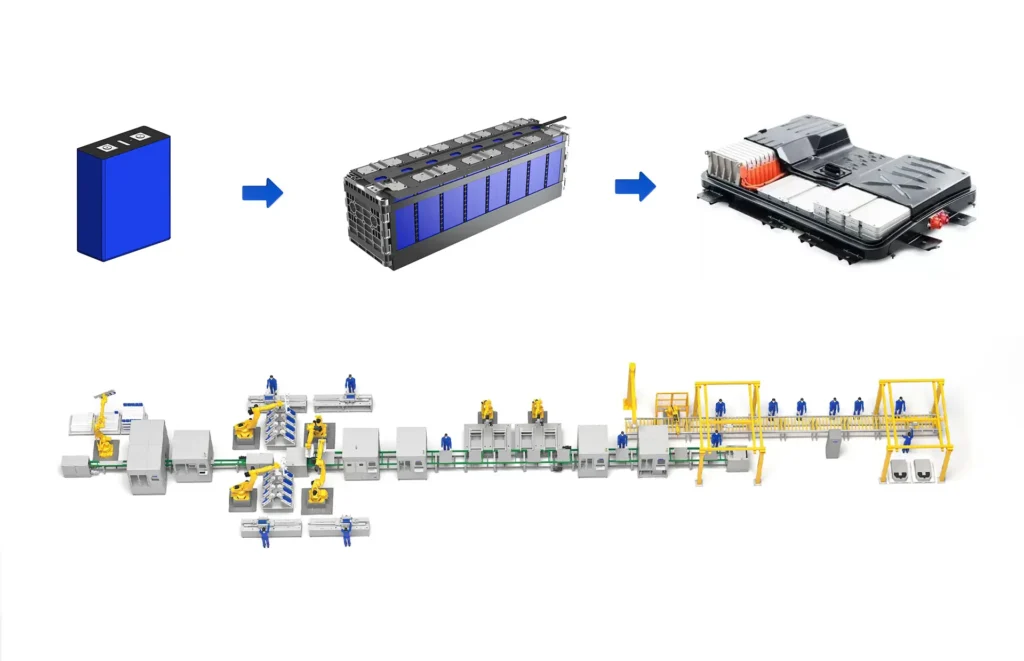
Una línea de ensamblaje de baterías, comúnmente denominada línea PACK, toma células de iones de litio apantalladas y, mediante una serie de procesos automatizados y semiautomatizados, ensambla primero módulos de células estandarizados y luego combina varios módulos con el sistema de gestión de baterías (BMS), la gestión térmica y la carcasa estructural para formar un pack de baterías completo. Su principal objetivo es lograr una alta seguridad con una alta eficiencia y una gran consistencia del producto en la producción de grandes volúmenes. Una línea de vanguardia actúa como puente entre la tecnología avanzada de las células y la fiabilidad de los productos finales, influyendo directamente en la densidad energética, la vida útil y la seguridad del pack.


2. Cómo funciona: Un viaje preciso de las células individuales a un sistema integrado
Etapa 1: Preparación y validación de células (alimentación de células → pruebas OCV)
El proceso comienza con la alimentación de las células. Normalmente, un AGV (vehículo de guiado automático) o una carretilla elevadora trasladan un palé de células a la estación de alimentación. Un robot de seis ejes utiliza un sistema de visión para localizar con precisión las células, recogerlas y colocarlas en el transportador. A continuación, cada célula se somete a estrictas pruebas de tensión de circuito abierto (OCV) y resistencia interna (IR). Este paso es crucial para seleccionar células con un voltaje y una resistencia muy consistentes para el ensamblaje de módulos, garantizando la uniformidad del paquete final. Las células que no superan la prueba se rechazan automáticamente y se sustituyen por unidades cualificadas.
Etapa 2: Ensamblaje del núcleo del módulo (aplicación de adhesivo celular → ensayo EOL del módulo)
En esta etapa se construye la unidad fundamental de la manada.
- Aplicación y apilado de adhesivos: Para fijar las células y mejorar la disipación del calor, los robots aplican adhesivo estructural o térmico en las caras de las células. Las células se apilan en serie o en paralelo según el diseño. Tras el apilamiento, se añaden placas de extremo y laterales y se aprieta el haz con correas o engarces para formar una estructura mecánica estable.
- Conexiones y pruebas eléctricas: Antes de soldar, las pestañas de las celdas se limpian (por ejemplo, con plasma) para garantizar la calidad de la soldadura. A continuación, las barras conductoras se sueldan con seguridad a las lengüetas de las células mediante soldadura láser, la tecnología principal, para realizar las conexiones eléctricas entre las células. La soldadura láser concentra la energía en una pequeña zona afectada por el calor, lo que produce soldaduras fuertes y de baja resistencia. Tras la soldadura, el módulo se somete a su primera prueba completa fuera de línea (Module EOL Testing), que incluye comprobaciones de la calidad de la soldadura, comprobaciones de la tensión y la resistencia del módulo, pruebas de resistencia del aislamiento, etc., para garantizar que cada módulo es un producto semiacabado cualificado.
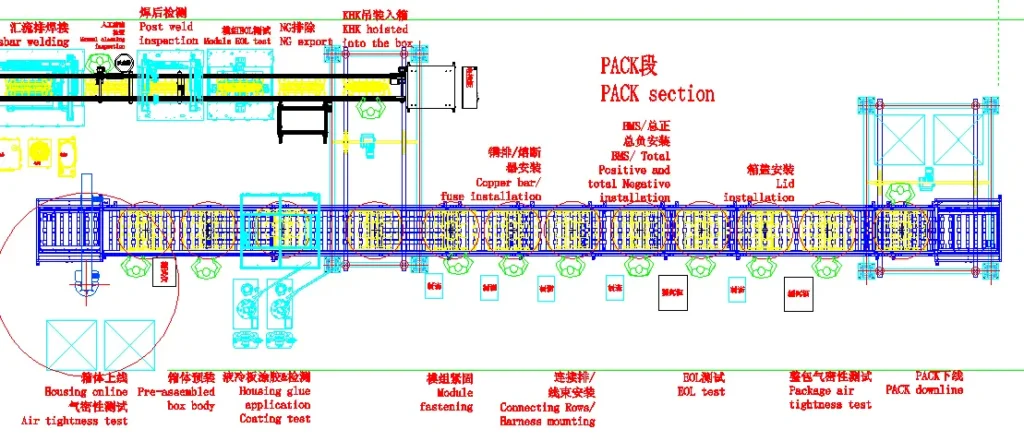
Etapa 3: Integración del sistema (módulo fuera de línea → aplicación adhesiva de la placa de refrigeración líquida)
En esta fase se ensamblan los módulos cualificados en un paquete de baterías completo.
- Preparación de cajas y carga de módulos: La carcasa del pack se pone en línea y pueden preinstalarse placas de refrigeración líquida u otros componentes de gestión térmica. Los módulos se izan con precisión o se colocan dentro de la carcasa.
- Montaje final y sellado: Los operarios o robots instalan los conectores de alta tensión, el cableado del sistema de gestión de baterías (BMS), las unidades de desconexión de baterías (BDU), etc. Antes de cerrar la cubierta superior, se dispensa sellador en la brida de la carcasa para preparar la prueba final de estanqueidad.
Etapa 4: Validación exhaustiva y fin de línea (Pruebas de fin de línea del envase → Pruebas de estanqueidad del envase completo → Fuera de línea del envase).
Se trata de la evaluación final del rendimiento por parte de la fábrica antes del envío.
- Pruebas finales de rendimiento: El pack de baterías se conecta a un equipo de pruebas para realizar ciclos completos de carga y descarga (pruebas de envejecimiento) para activar las celdas, calibrar el SOC del BMS y detectar posibles defectos. También se realizan pruebas exhaustivas de seguridad eléctrica, como pruebas de resistencia del aislamiento.
- Pruebas de estanqueidad: Una línea de seguridad crítica. Mediante la introducción de un gas de prueba (por ejemplo, helio) en el envase y el control de la caída de presión, se verifica la integridad del sellado del envase, lo que garantiza la obtención de una resistencia al polvo y al agua IP67 o superior.
- Fuera de línea: Los envases que superan todas las pruebas reciben un código de serie exclusivo y los datos se cargan en el sistema de ejecución de fabricación (MES) para garantizar la trazabilidad de todo el ciclo de vida.
3. Beneficios operativos: ¿Por qué invertir en una línea de montaje avanzada?
- Calidad constante: Los equipos automatizados minimizan las variaciones derivadas de la manipulación manual. Desde la clasificación precisa de células y la aplicación uniforme de adhesivo hasta la soldadura láser repetible, cada paso contribuye a la uniformidad del producto. Las pruebas en línea (OCV, EOL, hermeticidad) ayudan a detectar defectos antes del envío, en línea con las mejores prácticas del sector.
- Seguridad mejorada: La línea integra múltiples verificaciones de seguridad. Las pruebas de resistencia del aislamiento evitan las fugas, las pruebas de hermeticidad garantizan un sellado fiable en entornos difíciles y la validación exhaustiva del BMS proporciona una supervisión y protección inteligentes durante el uso.
- Productividad y escalabilidad: Las líneas altamente automatizadas con AGV y robots permiten trabajar las 24 horas del día, aumentando la capacidad. Los diseños flexibles permiten una rápida adaptación a diferentes modelos de células y envases ajustando los dispositivos y programas para satisfacer las cambiantes necesidades del mercado.
- Trazabilidad y mejora basada en datos: Una red troncal MES registra los datos de producción y los resultados de las pruebas de cada célula, módulo y paquete final, lo que permite la trazabilidad de principio a fin y proporciona una base sólida para la optimización de procesos, el análisis de defectos y el mantenimiento predictivo.
4. Perspectiva del sector: Soluciones personalizadas de Comwin para líneas de baterías prismáticas
Comwin aporta soluciones prácticas y personalizadas para líneas de montaje de baterías prismáticas. Este artículo invitado destaca un enfoque centrado en las capacidades para el diseño de líneas, la integración de procesos y la automatización, con énfasis en la fiabilidad, la rentabilidad y el rendimiento escalable. Si tiene alguna pregunta o necesita una solución a medida, póngase en contacto con nosotros.
- Lo que ofrecemos: Evaluación de procesos, diseño de líneas, selección de equipos, integración automatizada e interoperabilidad MES sin fisuras. Adaptamos los procesos y la disposición de los equipos a los distintos modelos, capacidades y necesidades de gestión térmica para lograr mayores rendimientos y menores costes de producción.
Para soluciones a medida y detalles de aplicación, póngase en contacto con
- Correo electrónico: [email protected]
- WeChat (Coco): +86 199 2517 6745

