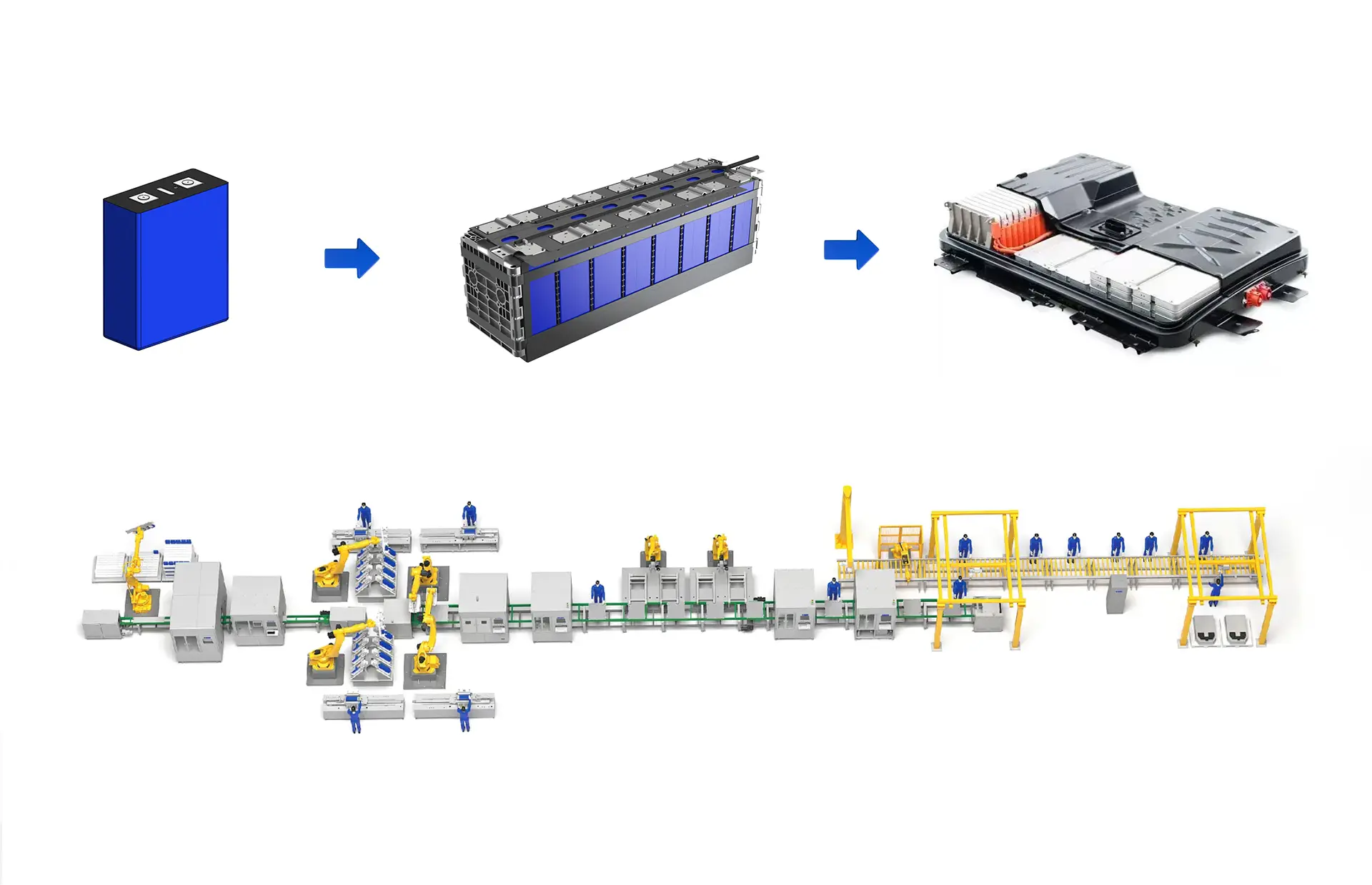
Kernmodule einer EV-Batteriepack-Montagelinie
Eine typische Batteriesatz-Montagelinie besteht hauptsächlich aus drei Kernmodulen: Montage der Module, Systemintegration (PACK-Montage), Und Abschließende Prüfung (EOL). Der gesamte Ablauf lässt sich wie folgt zusammenfassen:
Vorverarbeitung und Prüfung von Zellen
Dies ist der Ausgangspunkt für die Qualitätskontrolle. Eingehende Batteriezellen müssen strenge “Gesundheitsprüfungen” durchlaufen, einschließlich der Prüfung der Leerlaufspannung (OCV), der Prüfung des Innenwiderstands und der Inspektion des Aussehens, um die grundlegende Gesundheit sicherzustellen. Qualifizierte Zellen werden dann genau sortiert und auf der Grundlage von Parametern wie Spannung, Kapazität und Innenwiderstand aufeinander abgestimmt, um eine gleichbleibend hohe Leistung innerhalb der montierten Module zu gewährleisten.
Montage der Module
In diesem Schritt wird die “Grundeinheit” des Batteriepacks hergestellt. Sortierte Zellen werden von Robotern präzise gegriffen und je nach Design (z. B. rechteckig, wabenförmig) gestapelt, bevor sie gesichert werden. Der nächste Schritt ist die kritische elektrische Verbindung, bei der in der Regel Laserschweißtechnik zum Einsatz kommt, um die Zellenlaschen fest mit der Busbar (Kupfer-/Aluminiumschiene) zu verbinden. Dieser Prozess stellt sehr hohe Anforderungen an die Schweißqualität und die Wärmekontrolle. Nach der Modulmontage werden erste Isolations- und Spannungstests durchgeführt.
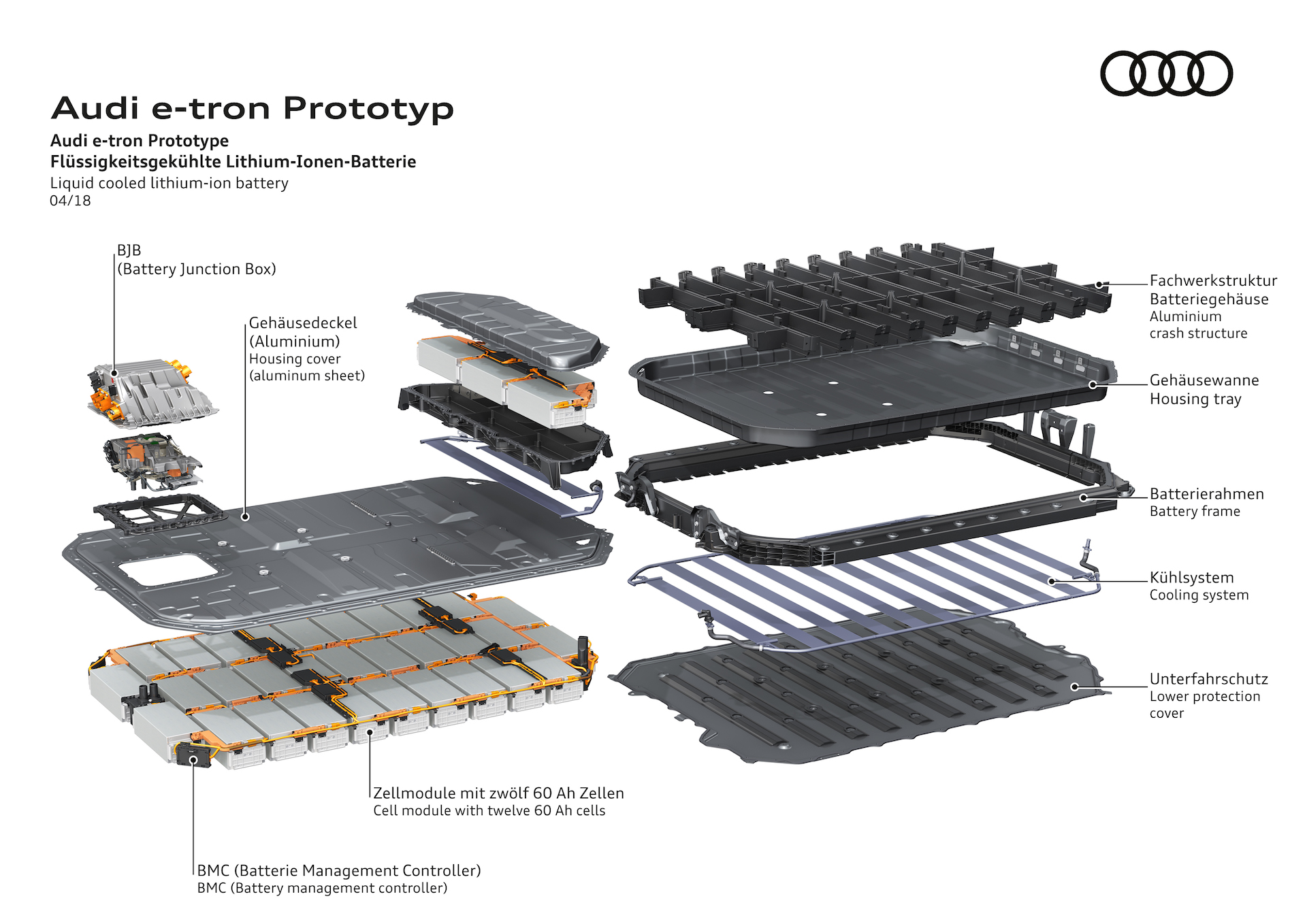
PACK-Integration
In dieser Phase werden mehrere Module zu einem kompletten Batteriesatz zusammengefügt. Zu den wichtigsten Prozessen gehören:
- Vorbereitung der Box: Reinigung des unteren PACK-Kastens und Einbau der Flüssigkeitskühlplatte, gefolgt von einer Dichtheitsprüfung.
- Modul einfügen: Einsetzen der Module in die Box und deren Befestigung.
- Elektrische Systemintegration: Installation von Stromschienen, Sicherungen, Batteriemanagementsystem (BMS), Hochspannungskabelbäumen und verschiedenen Niederspannungsanschlüssen. Das BMS dient als “Gehirn” des Batteriesatzes und ist für die Überwachung und Verwaltung des Batteriestatus verantwortlich.
- Versiegeln und Schließen: Nach dem Auftragen des Dichtungsklebers auf die obere Abdeckung wird diese geschlossen und die Schrauben werden angezogen. Der Versiegelungsprozess bestimmt direkt den Schutzgrad des Akkupacks (z. B. IP67).
Abschließende Tests und Off-Line (EOL)
Dies ist der “letzte Kontrollpunkt”, bevor das Produkt das Werk verlässt. Das Akkupaket muss eine Reihe umfassender Validierungen durchlaufen:
- Prüfung der Luftdichtheit: Überprüfung der Dichtigkeit des Akkupackgehäuses, um ein Auslaufen zu verhindern.
- Elektrische Leistungstests: Einschließlich Isolationsspannungsprüfung, Kapazitätsprüfung, Innenwiderstandsprüfung, usw.
- Funktionsprüfung: Überprüfung der BMS-Kommunikation, der SOC-Kalibrierung und der Schutzfunktionen.
- Alterungstests: Simulation von Lade- und Entladezyklen zur Aktivierung von Zellen, Kalibrierung von Zuständen und Überprüfung auf mögliche Defekte.
- Alle Prüfdaten sind mit dem eindeutigen Code des Akkupacks verknüpft, was eine Rückverfolgbarkeit der Qualität während des gesamten Lebenszyklus ermöglicht.
Schlüsselausrüstung und Automatisierungslogistik
- Kernprozessausrüstung: Dazu gehören automatische Zellzuführungsroboter, OCV-Prüfgeräte, Plasmareiniger, Laserschweißgeräte (Marken wie Comwin), Klebstoffdosiersysteme, verschiedene Schraubwerkzeuge und EOL-Prüfgeräte.
- Automatisierte Logistik: Die gängigen Produktionslinien verwenden zwei logistische Methoden: Hochgeschwindigkeits-Ketten-/Trommellinie + Paletten Modus, bei dem Werkzeugplatten den Batteriesatz entlang der Strecke tragen; und AGV (Automated Guided Vehicle) + Montagewagen Modus, der mehr Flexibilität bietet. Die Produktionslinie ist in der Regel tief in ein Manufacturing Execution System (MES) integriert, um eine umfassende Datenüberwachung und Rückverfolgbarkeit zu erreichen.
Branchentrends und Auswahlüberlegungen
 Batterie-Zelle zu Pack
Batterie-Zelle zu Pack
Derzeit entwickelt sich die Akkutechnologie in Richtung modularer und integrierter Systeme wie CTP (Cell to Pack) Und CTC (Zelle zu Fahrgestell). Bei der Auswahl einer Montagelinie müssen die Unternehmen umfassend die Produkttypen (rechteckig, zylindrisch, Beutel), die Planung der Produktionskapazität, die Zuverlässigkeit der wichtigsten Prozessausrüstung (wie Schweißen und Prüfen), die Branchenerfahrung der Integratoren sowie die Skalierbarkeit und die langfristigen Wartungskosten der Produktionslinie berücksichtigen und dabei ein Gleichgewicht zwischen technologischer Voraussicht, Investition und Produktionseffizienz herstellen.

