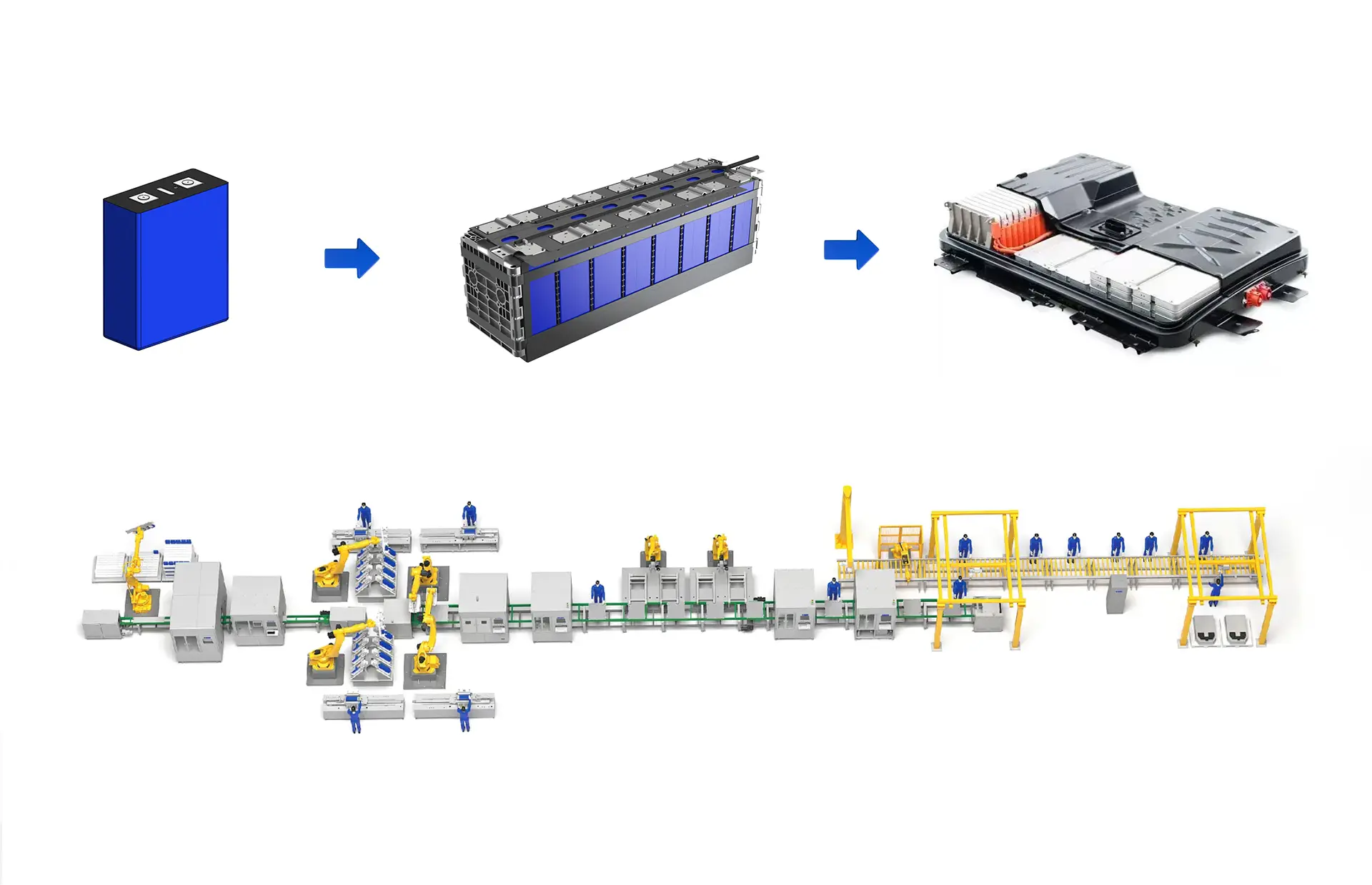
EV 電池組組裝生產線的核心模組
典型的電池組組裝線主要由三個核心模組組成: 模組組裝, 系統整合 (PACK 組裝)和 最終測試 (EOL). .整個流程可總結如下:
細胞預處理與測試
這是品質控制的起點。進貨的電池芯必須經過嚴格的「健康檢查」,包括開路電壓 (OCV) 測試、內阻測試和外觀檢查,以確保基本健康。然後,合格的電池芯會根據電壓、容量和內阻等參數進行精確分類和匹配,以確保組裝模組的性能高度一致。.
模組組裝
這是構建電池組 「基本單元 」的步驟。分類好的電池片由機器人準確地抓取,並根據設計(如矩形、蜂巢狀)堆疊,然後再固定。下一步是關鍵的電氣連接,通常使用雷射焊接技術將電池片與匯流排(銅/鋁條)牢固連接。此製程對焊接品質和熱量控制有非常高的要求。模組組裝完成後,會進行初步的絕緣和電壓測試。.
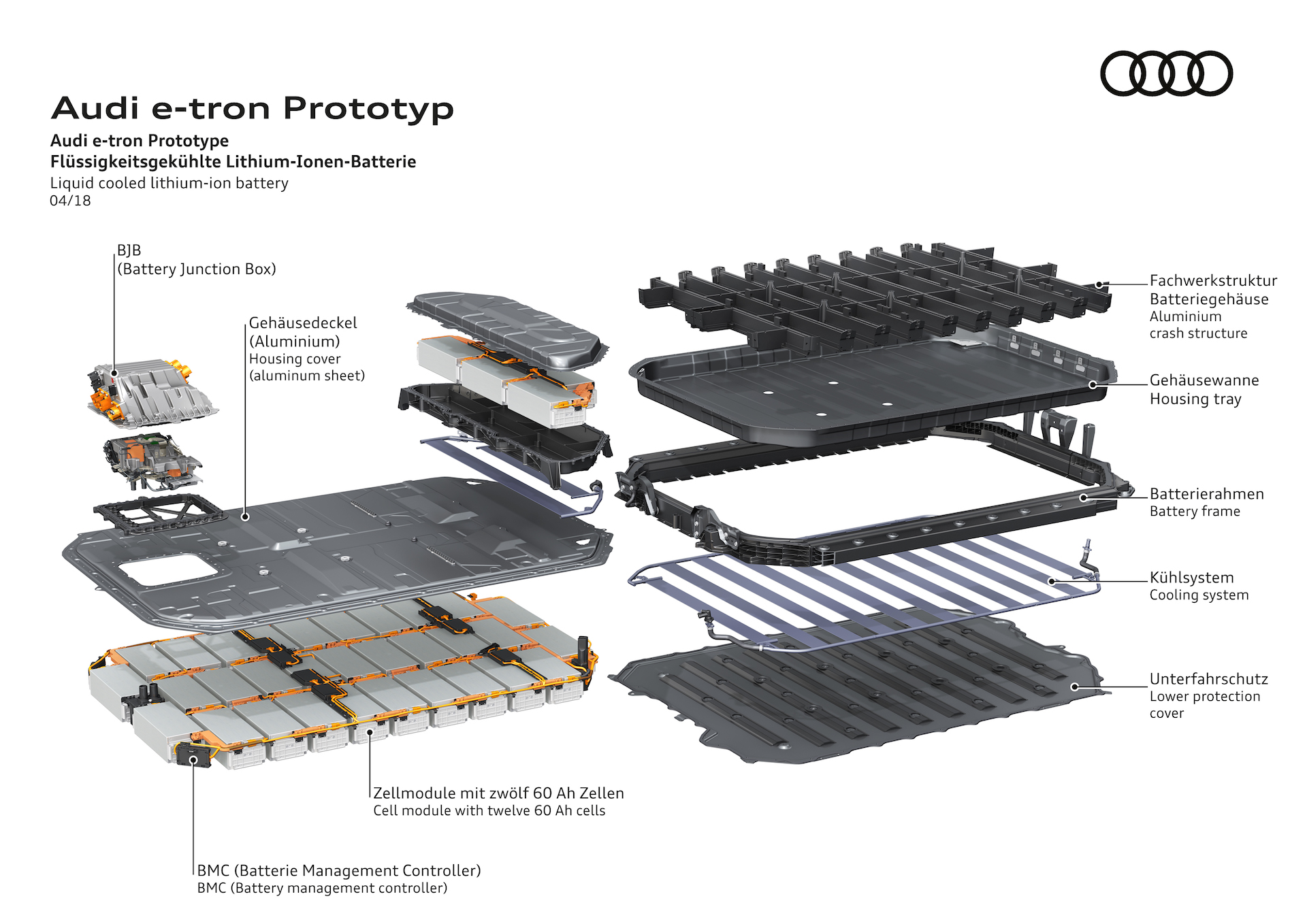
PACK 整合
此階段將多個模組整合為完整的電池組。主要製程包括
- 盒子準備: 清潔 PACK 下方盒並安裝液冷板,接著進行洩漏測試。.
- 模組插入: 將模組放進箱內並固定。.
- 電氣系統整合: 安裝匯流排、保險絲、電池管理系統 (BMS)、高壓線束和各種低壓連接器。BMS 充當電池組的 「大腦」,負責監控和管理電池狀態。.
- 密封與關閉: 在上蓋上塗上密封膠之後,將其合上並鎖緊螺絲。密封過程直接決定電池盒的防護等級 (例如 IP67)。.
最終測試與離線 (EOL)
這是產品出廠前的「最終檢查點」。電池組必須經過一系列的全面驗證:
- 氣密性測試: 檢查電池盒外殼的密封完整性,以防止洩漏。.
- 電氣性能測試: 包括絕緣電壓測試、容量測試、內阻測試等。.
- 功能測試: 驗證 BMS 通訊、SOC 校正和保護功能。.
- 老化測試: 模擬充電和放電循環以啟動電池、校正狀態和篩選潛在缺陷。.
- 所有測試資料都與電池包的唯一代碼連結,可在電池包的整個生命週期中進行品質追溯。.
關鍵設備與自動化物流
- 核心製程設備: 包括自動電池供料機器人、OCV 測試設備、等離子清洗機、雷射焊接機(品牌如 Comwin)、點膠系統、各種緊固工具和 EOL 測試設備。.
- 自動化物流: 主流生產線採用兩種物流方式: 高速鏈條/滾筒線 + 棧板 模式,其中工具板沿線攜帶電池組;以及 AGV (自動導引車) + 組裝車 模式,提供更高的靈活性。生產線通常與製造執行系統 (MES) 深度整合,以實現全面的資料監控和可追蹤性。.
產業趨勢與選擇考量
 電池-電池至包裝
電池-電池至包裝
目前,動力電池組技術正朝模組化、整合化的方向發展,例如 CTP (Cell to Pack) 和 CTC(單元到機殼). .在選擇組裝線時,企業需要綜合考慮產品類型(矩形、圓柱形、袋裝)、產能規劃、核心製程設備(如焊接和測試)的可靠性、集成商的行業經驗,以及生產線的可擴展性和長期維護成本,平衡技術前瞻性、投資和生產效率。.

