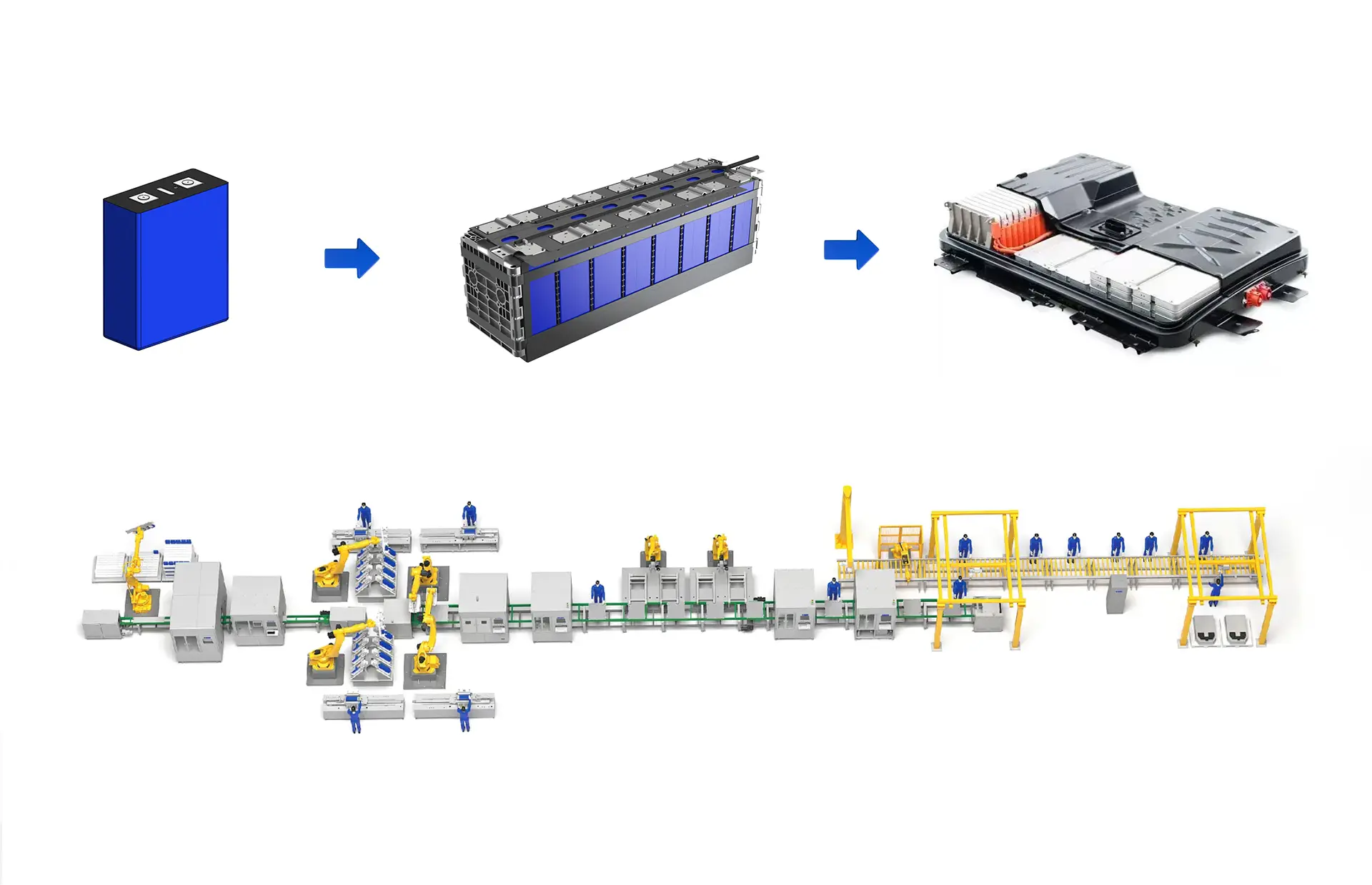
EVバッテリーパック組立ラインのコアモジュール
一般的なバッテリーパックの組み立てラインは、主に3つのコアモジュールで構成されている: モジュール組立, システム・インテグレーション(PACK組立)、 そして 最終テスト(EOL). .全体の流れをまとめると以下のようになる:
細胞の前処理とテスト
これが品質管理の出発点である。入荷されたバッテリー・セルは、基本的な健全性を保証するために、開放電圧(OCV)テスト、内部抵抗テスト、外観検査などの厳しい「健康チェック」を受けなければなりません。適格なセルは、電圧、容量、内部抵抗などのパラメーターに基づいて精密に選別・適合され、組み立てられたモジュール内での性能の高い一貫性が保証されます。.
モジュール組立
これは、バッテリーパックの「基本ユニット」を構築するステップである。並べ替えられたセルはロボットによって正確に掴まれ、設計(長方形、ハニカムなど)に従って積み重ねられた後、固定される。次のステップは重要な電気的接続で、通常はレーザー溶接技術を使ってセル・タブをバスバー(銅/アルミ棒)にしっかりと接続する。この工程は、溶接の品質と熱制御に対して非常に高い要求があります。モジュールの組み立て後、絶縁と電圧の予備テストが行われます。.
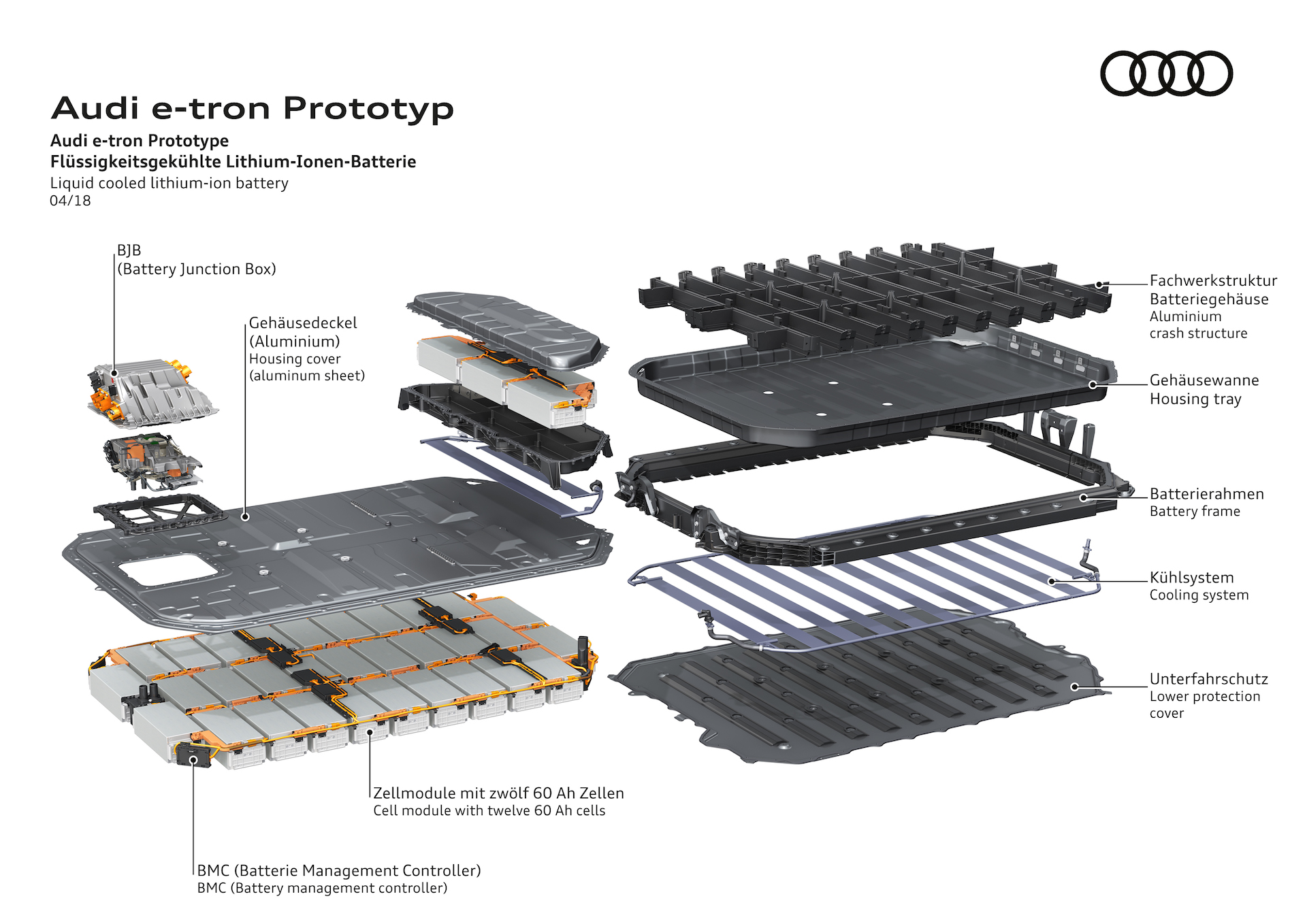
パック・インテグレーション
この段階では、複数のモジュールが完全なバッテリーパックに統合される。主な工程は以下の通り:
- 箱の準備: PACKロアボックスのクリーニングと液冷プレートの取り付け、そしてリークテスト。.
- モジュールの挿入: モジュールを箱に入れ、固定する。.
- 電気システムの統合: バスバー、ヒューズ、バッテリー管理システム(BMS)、高電圧ワイヤーハーネス、各種低電圧コネクターの取り付け。BMSはバッテリーパックの「頭脳」の役割を果たし、バッテリーの状態を監視・管理する。.
- シーリングとクロージング: 上部カバーにシーリング接着剤を塗布した後、閉じてネジを締める。シーリング工程は、バッテリーパックの保護レベル(例えばIP67)を直接決定する。.
最終テストとオフライン(EOL)
これは、製品が工場から出荷される前の「最終チェックポイント」である。バッテリーパックは、一連の包括的な検証を受けなければなりません:
- 気密試験: 漏れを防ぐため、バッテリーパックシェルのシーリングの完全性をチェックする。.
- 電気性能試験: 絶縁電圧試験、容量試験、内部抵抗試験など。.
- 機能検査: BMS通信、SOC較正、保護機能の検証。.
- 老化試験: 充電と放電のサイクルをシミュレートしてセルを活性化し、ステータスを校正し、潜在的な欠陥をスクリーニングする。.
- すべての試験データはバッテリーパックの固有コードにリンクされ、ライフサイクル全体を通して品質のトレーサビリティを可能にします。.
主要設備とオートメーション・ロジスティクス
- 基幹プロセス機器: 自動セル供給ロボット、OCV検査装置、プラズマクリーナー、レーザー溶接機(以下のブランドを含む。 コムウィン)、接着剤塗布システム、各種締め付け工具、EOL試験装置など。.
- 自動化された物流: 主流の生産ラインは2つの物流方式を採用している: 高速チェーン・ドラムライン+パレット モードでは、ツーリングプレートがバッテリーパックをラインに沿って運ぶ。 AGV(無人搬送車)+組立台車 モードで、より高い柔軟性を提供する。生産ラインは通常、包括的なデータモニタリングとトレーサビリティを実現するために、製造実行システム(MES)と深く統合されている。.
業界動向と選考上の留意点
 バッテリー・セルからパックへ
バッテリー・セルからパックへ
現在、パワーバッテリーパック技術は、以下のようなモジュール化・統合化の方向へと進化している。 CTP(セル・ツー・パック) そして CTC(セル・ツー・シャーシ). .組立ラインを選択する際、企業は製品の種類(角型、円筒型、パウチ)、生産能力計画、溶接や検査などの中核工程設備の信頼性、インテグレーターの業界経験、生産ラインの拡張性と長期メンテナンスコストなどを総合的に考慮し、技術的な先見性、投資、生産効率のバランスを取る必要がある。.

